

��������������ָ����
һ���豸��
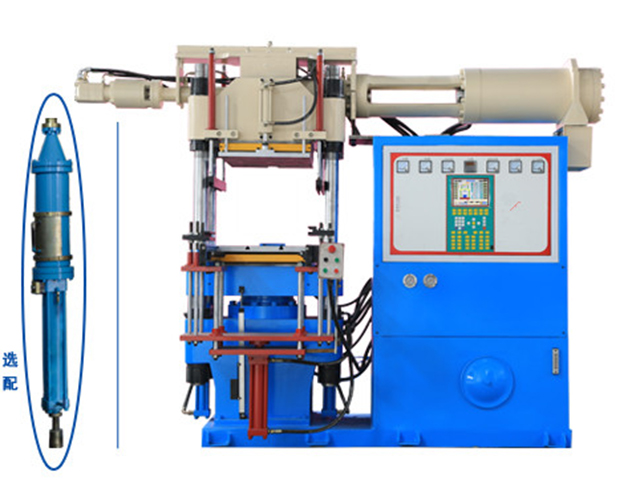
XK-560������ ��������ָ���� ��Эͬ���ѹ�ӣ�̥��ѹ���ȹ���
��������������
1.���²�����18�� ������ѹ��������0.3 MPa.��ȴˮѹ��������0.3 Mpa��
2.�豸�������á����漰��Χ����������ࡣ
3.����������190�K�������¶�85��95�棻���ϸ��ϰ��涨����.
4.������
|
���
|
����
��mm��
|
�
����
|
ǰ��
�¶ȣ��棩
|
���
�¶ȣ��棩
|
����
�¶ȣ���
|
������Kg��
|
|
����
|
10-12
|
3������
|
55±5
|
50±5
|
80��±5
|
≤190
|
|
ϸ��
|
/
|
3������
|
60±5
|
55±5
|
85��±5
|
≤190
|
|
����
|
/
|
�����
|
70±5
|
65±5
|
90��±5
|
≤190
|
��������Ҫ��
1.����
1.1������������顢ά���豸;���빤���ߡ�
1.2�������ƻ����ϣ�Ӧ�������ƻ���������ϸ��ϰ������ϸ��ϴ�������ִ�У����ؽ��ϲ��ñ���������30��������ͷ���ͳ��ͷ��ؽ��ߣ��������飬ȷ����ࡢ������ɰ�������10���ı������á����ͽ�����ֱ��Ͷ�빩������
2.������
2.1���ϴ������ֶˣ������������룻���������������Ӧ����������ϵЭ���ã���ֹ�ེ������㡣�����������������佺���ڵĽ���Ҫ��ʱ��������ͬ�Ž��У��¾�����������20kg����
2.2�ϸ���ƽ������ȡ���ȣ�����̨������ϣ��������ȹ������������������ѻ����ϲ�Ӧ̫�ࡣ
�Ĺ�ѹ�ӹ�����������Ƭ���10��12mm��ͨ�����Ρ���ͨ��̨��Ƭ��Ȳ�����4mm������Ӧ�����������Ա�֤ѹ�ӻ�����潺�������������ѹ� ����ȱ���������ϰ�������������¾���ѹ��ʹ�ò�����6����(����ͣ��)����ֹ���¶ȵͣ���ɽ�Ƭ���⻬���������
����ѹ�ӣ�������Ȳ�����9mm.
̥��ѹ����ϸ����Ƭ��10mm���ϣ��������Ϊ7±2mm��
2.3��������ֽ��������������쳣���Ӧ������ͣ�ã������ϸ�����á�
2.4���ེӦ��Ƭ��ȴ�����Ա�ʶ���Ż�ͬ���Ŵ�Ŵ���
�ġ�������
1.������ƻ�����������ã����ϸ��ϼ����ؽ��ܹ����涨������
2.��ѹ�ӣ�ѹ�����������ϣ�Э��һ�£��������ȣ��������ˡ�
�塢�������ϸ��ϴ�������
1����������
1.1�����ܶȲ��ϸ�
a���������Χ±0.01��0.02����1��1���ã�
b���������Χ±O.03��O.04����1��2���ã�
c���������Χ±0.05�����ߣ�����lO����
d���������ΧС0.06�������߲���ӹ���������ܶȺ���������ִ�С�
1,2��Ӳ�ȡ����ز��ϸ�
a��Ӳ�ȳ������Χ±1��2�ȣ���1��2���ã�
b��Ӳ�ȳ������Χ±3��4�ȣ���1��4���ã�
c�����س������Χ±0.01����1��2���ã�
d�����س������Χ±0.02����1��4���ã�
e��Ӳ�ȳ������Χ5�Ȼ�����ߣ����س������Χ±0.03������������ԭ�����д�����
2�����ϸ��ϵĴ�ţ�
2.1�����ϸ��Ͽ����������������ߣ�����ϸ���ͬ�����ã���������ת��������ע����
2.2���������÷�Χ�����д����ߣ�����ڲ��ϸ��ϴ�Ŵ����ɼ������������á�
- ��һƪ����ά���ļҺã�
- ��һƪ�����������������Ľṹ
�����Ѷ
- 07-21 ѧ����������������ܷ�Ȧ
- 07-02 ����������ȱ�㼰ʹ��ע������
- 06-30 ע����ͻ�����
- 06-30 ѧ����ע����ͻ��ص�
- 06-25 ѧ��������
- 06-23 ��������ȫ�������-�ൺѧ����
- 06-23 ʹ��ƽ����ע������
- 06-16 ʹ��ƽ����ע������
-
- ��ʽ��ע����ͻ�
-

- ��̥����ע����ͻ�
-

- XB-PBȫ�Զ�ƽ������˫��2RT��
-

- XK-160ʵ���ÿ�����
��ϵ�ű�
�������ߣ�0532-85259168
�ƶ��绰��18663976188
���棺0532-85258787
���䣺xb-tech@163.com
��ַ��ɽ��ʡ�ൺ�����о������칤ҵ